Pusat Teknologi Modo telah ditubuhkan pada April 2022 dan kini terdiri daripada lebih 80 profesional. Ia dibahagikan kepada dua bahagian utama: Jabatan Projek dan Jabatan Teknologi Kejuruteraan.
Jabatan Projek merangkumi Seksyen Semakan Projek, Seksyen Pembangunan Projek Baharu, Seksyen Projek Pengeluaran Besar-besaran, dan Seksyen Pembangunan Pembekal. Jabatan Teknologi Kejuruteraan pula terdiri daripada Seksyen Pemodelan & Analisis, Seksyen Teknologi Perkakas & Acuan, Seksyen Perkakas & Lekapan, Seksyen Perancangan Barisan Pengeluaran, Seksyen Kejuruteraan Pembuatan, Seksyen Pelaksanaan Proses & Kos Standard, serta Seksyen Ujian & Makmal.
Pusat Teknologi ini mengintegrasikan pelbagai fungsi teras termasuk reka bentuk produk, simulasi, dan pembangunan prototaip; reka bentuk, simulasi, dan pembuatan perkakas; reka bentuk, simulasi, dan pelaksanaan barisan pengeluaran; pembangunan projek baharu; pengurusan projek pengeluaran besar-besaran; pemantauan projek; pengurusan kos; serta pembangunan sumber. Ia bertindak sebagai hab inovasi menyeluruh dan enjin utama untuk pembangunan serta kemajuan berterusan.




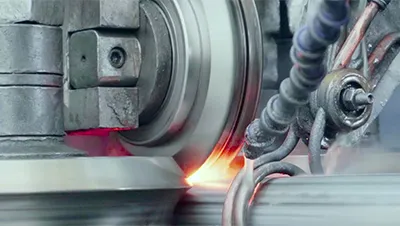
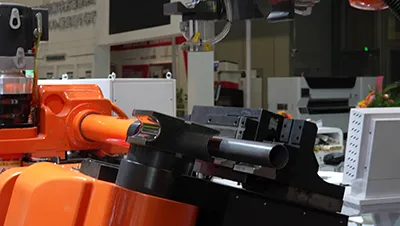
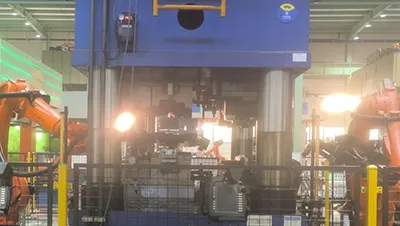
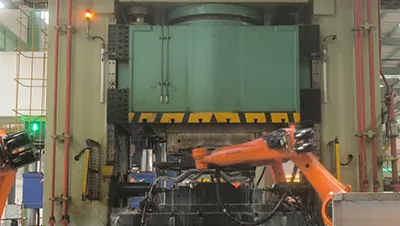
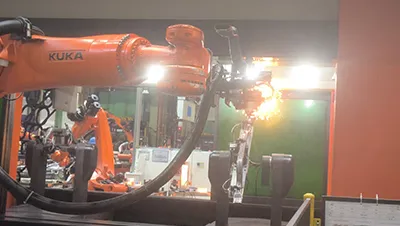
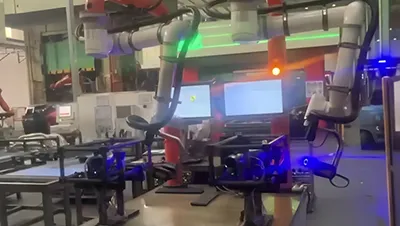
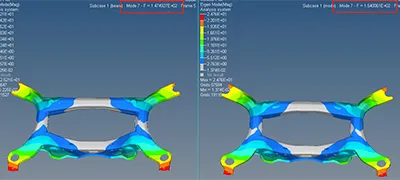
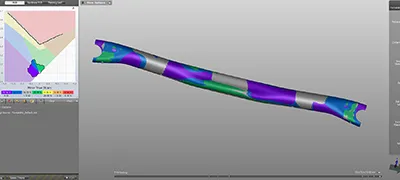
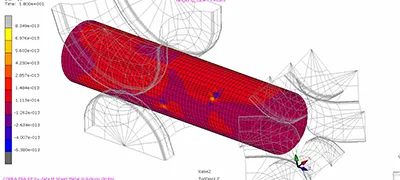
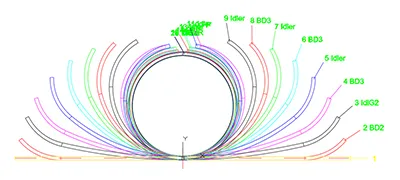
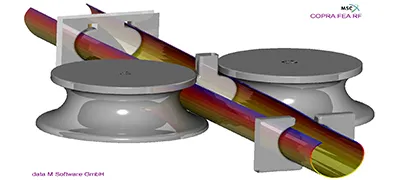
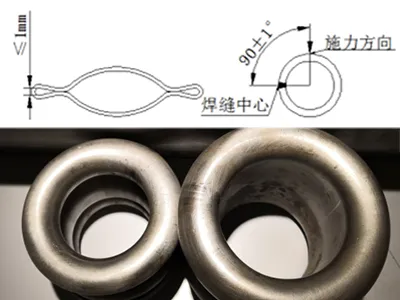
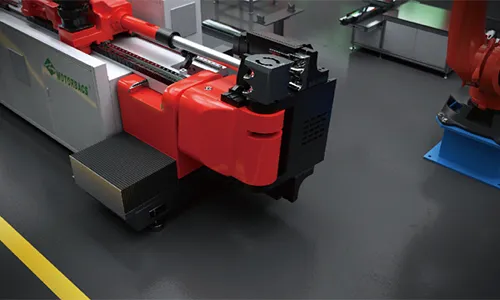
Kami mempunyai pasukan jurutera reka bentuk perkakas dan lekapan pemeriksaan yang berpengalaman. Sehingga kini, lebih daripada dua ratus set acuan dan lekapan pemeriksaan telah direka untuk projek rasuk kilasan casis dan lengan jejakan. Pasukan ini mahir dalam analisis CAE, perisian pemodelan 3D, dan teknologi reka bentuk permukaan lanjutan. Keupayaan pembuatan perkakas dalaman semasa termasuk tiga pusat pemesinan gantri, dua pusat pemesinan pengilangan berkelajuan tinggi, dua puluh empat pusat pemesinan menegak, empat pelarik CNC, dan tiga mesin pemotongan dawai. Dengan sumber ini, semua kerja pemprosesan dan pembuatan perkakas serta lekapan boleh disiapkan secara dalaman, kecuali rawatan haba dan pemesinan lima paksi.